
基于拓竹打印机的3D打印教程
序言
起因是想给小登做个ppt讲解关于3D打印背后的原理,但是发现对于大部分人而言光是了解打印机就已经够费劲心思了,更别提对于其原理和维护的深入。因此我决定写下这篇文章,以个人理解方式写下一些3D打印技术的原理和打印机的维护。Let’s start it.
增材制造
在现代制造中,常见的有3种制造方式,一种是等材制造,它主要依赖于铸造、锻造等工艺,将原材料通过模具或其他工具塑造成所需的形状。在这个过程中,材料的总量是几乎不变的(理想状况下,因为损耗总是会有)。就像橡皮泥一样捏成需要的形状。第二种则是从古至今都很重要的减材制造,顾名思义,就是将耗材切削等方式减去特定量的耗材实现的制造方式。最常见的就是CNC,以及各种切割方式,只要从原料到成品有损耗则可以视为减材制造。
而我们最主要讨论的,则是近些年随着3D打印技术蓬勃发展的增材制造技术。3D打印技术目前在民间比较常用的有熔融沉积(FDM)、光固化(SLA)、尼龙烧结,金属烧结等工艺。本文将仅针对FDM做出解析。
要理解FDM是怎么工作的,只需要了解一个最基本的概念——顾名思义,熔融沉积就是将塑料热熔后一点一点的涂在上一层塑料上。
(灵魂画手抽象之作)
因此会带来一些诸如材料输入流量,喷嘴温度,冷却风扇温度等问题,后续章节我们会逐步揭晓。
现代3D打印机
现代的3D打印机较为常见的有2种结构,CoreXY和Prusa i3。而三角洲(Delta)结构打印机曾经是高速打印的代表,如今已经逐渐淡出桌面级打印机视野。CoreXY与i3结构的区别非常显著:最直接的判断方式便是看结构,i3打印机类似于龙门架,而CoreXY则是比较明显的箱式结构。
(i3常见结构)
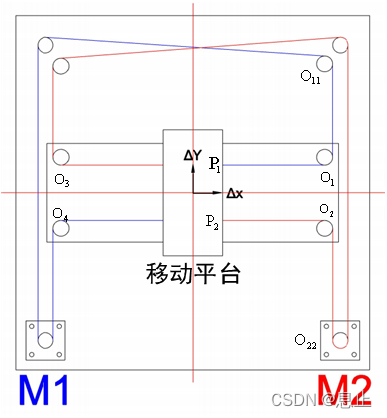
(cxy结构)
而Ultimaker,Hbot等结构相对于cxy和i3而言,在目前的3d打印市场没有那么受欢迎(仅以销量和热度而言),因此也不做解析。
现代3D打印机常见的品牌比以前多了很多,笔者在初中时期(2019年)还是以自组机为主,而24年则选择了方便快捷的成品机。目前市面上较为常见的FDM打印机品牌例如拓竹,创想三维,爱乐酷等都有较好的性能。不过若是经济有限则自组也可以选择i3等开源资料丰富的结构。
3D打印准备
在拿到一台3d打印机后,首先我们先从机器的准备开始。一台打印机有热床,喷嘴等零件,i3打印机则是以热床,喷头的xy轴皮带,光轴为主要零件;而CoreXY则是一整根XY皮带绕组,XY轴光轴为主要零件。二者的共同点则是z轴主要为步进电机带动丝杆做出的抬升,可以保证极高的精度。
开始打印前,需要先确认耗材类型,在下一小结会讲到。确认好耗材后,通过打印机自带的进料功能挂载耗材丝。输入耗材丝后,检查打印板表面是否有残留耗材或异物,可快拆打印板检查是否安装到位,随后就可以开始打印了,这部分不做过多赘述。
耗材丝种类有什么
目前的桌面级耗材可谓是五花八门,粗略分类则可以分为容易打印的普通耗材和性能优异的工程耗材。工程耗材需要极高的打印要求,但是带来的收益也比常规耗材高很多。目前常见的耗材有PETG,PLA。
- PLA作为早期沿用到现在的传统耗材,打印简单,过程毒性较小,气味香甜(?),同时也是食品级材料。但是其缺点也显而易见,就是作为有机耗材,会在紫外线下发生严重的光解,具体表现为变脆,无法使用。
- PETG是相对新兴的耗材,密度与PLA相近(都是1.2),缺点则是容易受潮,但是烘干后可以恢复。PETG相对PLA在熔融状态下更为粘稠,因此容易糊嘴,会导致一系列打印失败问题。但是在一些稳定的机器上通常不会发生,不过建议时刻关注PETG耗材打印状态。
- ABS作为较为早期的工程材料,打印需要较高的环境温度,因此建议使用带封箱的机器打印。ABS有独特的臭味,对身体危害较大,必须放置在通风环境。但是ABS强度也显著高于PLA,因此在早期也是较为高级的耗材。
- PC,一款高强度的工程材料,极易吸水受潮。价格较贵
- 尼龙,极易吸水受潮,但是耐温和强度极高,机械性能也十分优秀。
- PPA,一款高强度耗材,其碳纤维耗材作为打印耗材中顶尖的性能的存在,拥有几乎完美的性能,接近低碳钢的强度。
- CF类耗材,是普通耗材加了一定含量的短碳纤维。5%含量可以改善材料表面质感,15%含量可以对刚度拥有较高的改善,同时PPA-CF和PA6-CF作为顶级工程材料其性能也是极高的。但是是否使用CF以及GF耗材请慎重考虑。
耗材丝会过期吗
很显然FDM 3D打印耗材基本上是塑料,并不会存在过期一说。但是PLA耗材以及会受潮的耗材确实对存放条件有严格要求。正如前文所说,PLA在光解后几乎无法使用,因此严格要求干燥阴凉处存放。光解的表现则是耗材变脆,一扯就碎。
PETG等耗材则是及其容易吸水受潮,尤其是南方。FDM 3D打印是将耗材热熔后从喷嘴挤出,因此材料的粘稠程度会导致有耗材残留在喷嘴处溢出。耗材受潮后会加重粘稠程度,导致打印质量变差甚至失败。而受潮严重的耗材甚至会在加热时产生气泡,导致打印表面十分粗糙并且大幅增加打印失败风险。
打印首层
如前文所说,FDM打印是将耗材一层一层堆叠上去。因此耗材和打印板的接触十分重要。打印首层时,若挤出不足或打印板不干净都会造成打印可能失败。
耗材在热熔后也会受到热胀冷缩影响,因此打印上层时若首层与打印板接触不牢则很容易会被上层扯起来,造成翘边问题。若发生翘边问题,打印平面将会有不同程度变形,轻则打印误差增大,重则撞坏喷嘴造成长时间的打印机停摆。
打印件翘边
打印板被带起
(图源Evan76)
若发生翘边,还是尽快停止打印并且检查参数为上。
发现翘边现象,首先检查底板温度——这是最容易排查的参数之一。底板温度不够也会导致容易产生翘边现象。对于冬天,PLA建议75度,PETG建议85度热床。若打印仍然不理想,则可以考虑封箱或使用专用胶水进行处理。
打印墙,填充
3D打印的时,我们能发现打印零件并非实心。一方面是因为实心太过于消耗材料,另一方面是因为实心对于强度并没有甚至是有反向提升。
打印件在一层的剖面结构,大致可以分成内墙,外墙,填充
外墙是影响打印件观感的第一因素,而内墙质量则会间接影响外墙。事实上,打印速度,耗材类型,喷嘴温度,流量等因素都会直接导致外墙的质量。而在薄壁打印件中由于内墙只有一层,因此稀疏填充的纹路也可能影响外墙观感。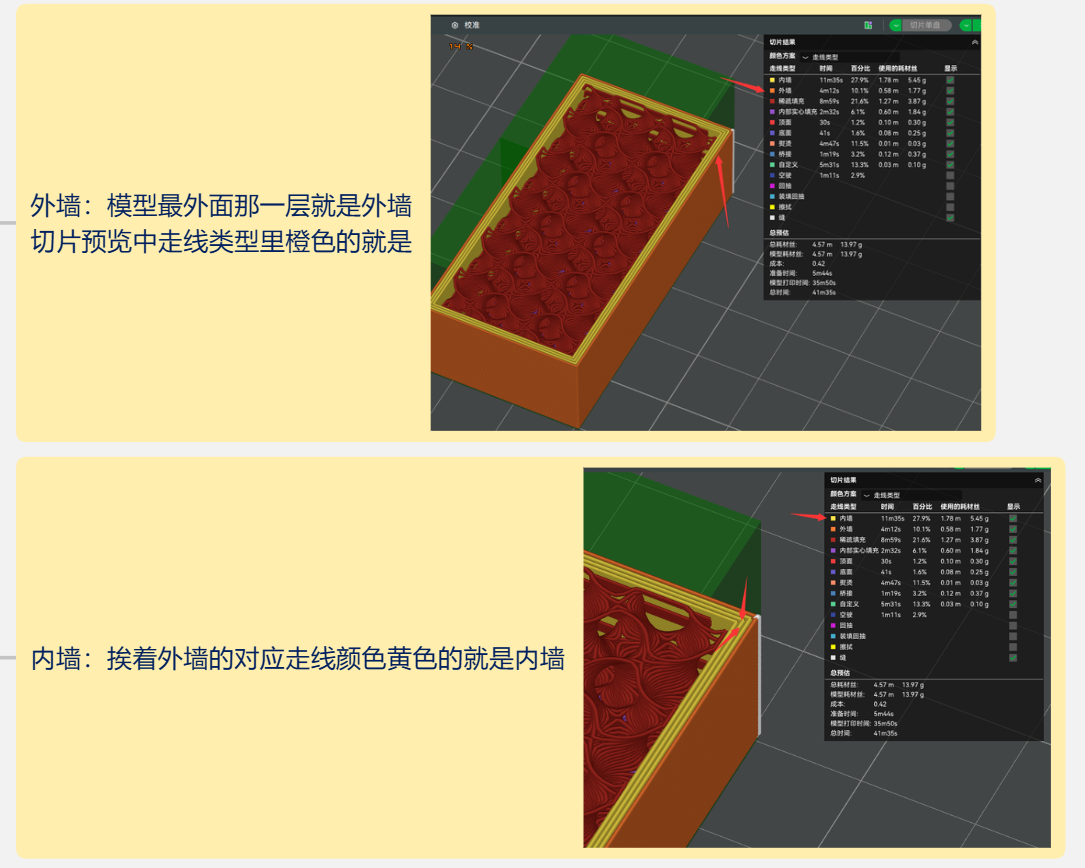
(图源Evan76)
内外墙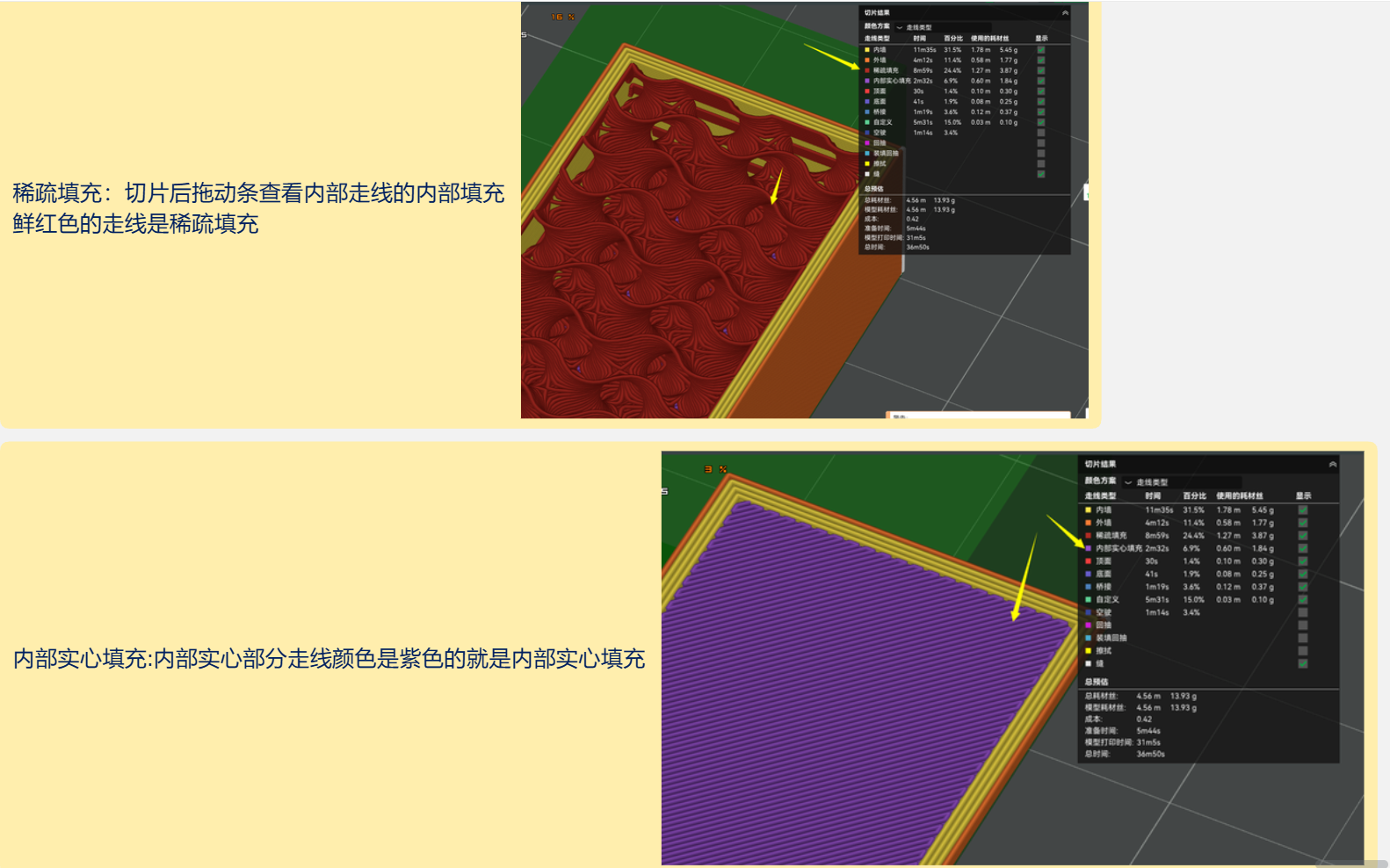
(图源Evan76)
填充
对于低强度的打印,2层墙15填充的默认参数足以应付。而对于需要更高的强度,请优先调整墙厚度——推荐在2-6层之间调整。而填充率则是在15%-60%之间调整。
流量
FDM打印中对于喷嘴的流量有十足的讲究。因为不合适材料的流量将会造成打印质量的下降。
因此,部分拓竹打印机有动态流量设置。
动态流量也可以叫压力提前,线性提前,K 值,主要是在高速打印中,用于补偿挤出压力的滞后问题从而提升打印质量。挤出压力滞后是指耗材被挤出时,喷嘴内的压力需要一段时间才能实现稳定出料。在加速阶段,压力滞后可能导致挤出不足,出现线条过细或缺料;在减速阶段,剩余的压力可能造成多余耗材被挤出,出现堆料或拉丝。这些现象在高速度下更加明显。在加速时,动态流量算法通过略微增加挤出率,使压力更快升高以弥补挤出不足;在减速时,动态流量算法通过减少或反向挤出耗材,以释放残余压力,防止材料溢出。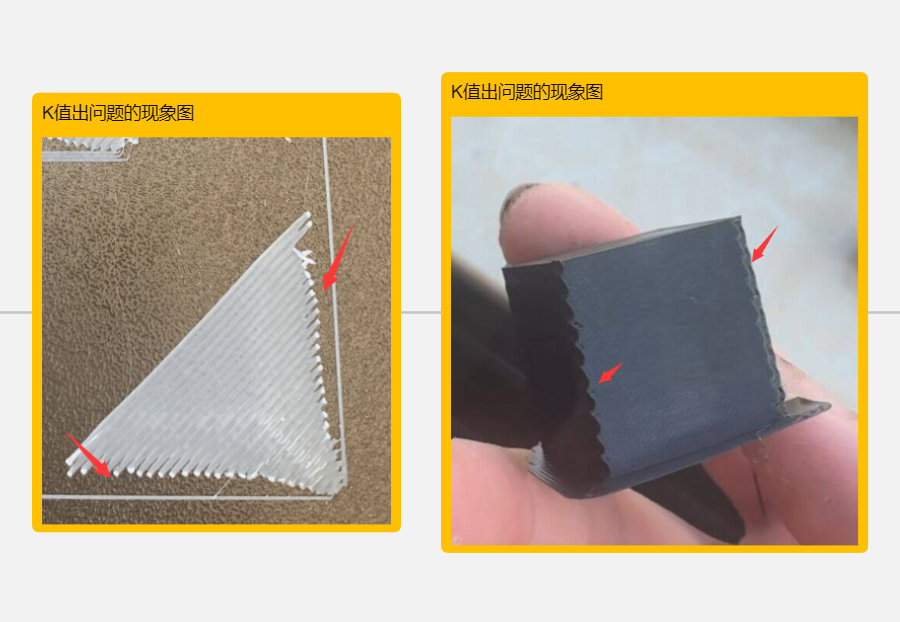
(图源Evan76)
支撑
由于需要一层一层的将耗材涂抹,因此3D打印机对重力要求很高。这也造成一些类似T形的零件难以打印。这个时候就需要使用支撑。常见的支撑有普通支撑和树状支撑。普通支撑适合大平面支撑,树状支撑适合小面积悬空。支撑一般可以使用自动生成算法,但是遇到细高零件也可以通过手动添加支撑达到增大接触面积的做法让打印成功率增加。
悬垂
打印件成型过程中,总是不可避免地会有各种的倾斜面产生。对于那些向外倾斜到一定角度的,我们即可称之为悬垂。悬垂面打印一直是打印圈中热议的话题之一:不论是其导致的打印失败,还是致力于提升悬垂质量。
悬垂的调整一直都是难以触碰到的进阶技巧,我们需要多次反复尝试才能取得最佳悬垂参数。其中典型参数有喷嘴温度和冷却风扇速度以及喷嘴速度。并且大角度悬垂通常会使用支撑保证成功打印。一般而言,支撑距离悬垂越近,打印质量越高。但是若紧贴悬垂则会难以拆卸支撑,因此在有ams的情况下一般都会尽量尝试多材料打印:一种材料作为主体,另一种作为支撑。并且有条件也可以选择水溶支撑进行打印。
堵头
导致打印失败的原因有很多,但是其中最常见的之一就是堵头。顾名思义,堵头发生的表现就是喷嘴被堵住,材料无法正常流出。众所周知,打印使用耗材并非纯塑料,会参杂其他种类耗材塑料或者色母用于改善性能或者上色。因此可能导致材料中有及其细小的颗粒。相对于大部分0.4mm孔喷嘴来说这些颗粒足够大,但是仍然会有堵塞的可能。不只是耗材杂质,耗材本身也可能导致堵头问题。比如在无意中持续高温加热喷嘴而不打印时,会有耗材因为持续高温碳化,产生碳颗粒从而堵塞喷嘴。
遇到堵头问题,其表现为空打等。首先停止打印,然后使用拓竹工具中附赠的钢丝(或者吉他E弦)捅进去,到一定深度后拔出,再次挤出材料。一般而言即可完成疏通。若无法疏通,则考虑更换喷嘴。
进料与退料
在打印开始前,首先需要确认挂载耗材是否是自己想要的耗材或者挂载耗材是否受潮。如果需要更换挂载耗材,则需要执行进料退料操作。
- 进料:将耗材推进喷嘴中
- 退料:将耗材从喷嘴中退出
进料前,先点击打印机按钮,选择进料。接下来根据打印机提示操作即可。退料同理。但是退料过程值得一提;点击退料后,我们会观察到打印机通过切刀将耗材切断,随后会先向下挤出再退出材料。一方面这是为了尽量减少喷嘴中的残留耗材。另一方面,这是为了防止直接抽出耗材导致下方加热耗材被抽出时造成大量冷却后难以变形的细丝,阻碍下次进料。
在退出耗材后一定要记得,将耗材丝的头留出来,卡在料盘上!否则会极其容易造成卡料。耗材头是不知道自己要去哪里的,十分容易打结。